ASSOCIATION FRANÇAISE
POUR
L'AVANCEMENT DES SCIENCES
FUSIONNÉE AVEC
L'ASSOCIATION SCIENTIFIQUE DE FRANCE
(Fondée par Le Verrier en 1864)
Reconnues d'utilité publique
COMPTE RENDU DE LA 28ME SESSION
BOULOGNE-SUR-MER
SECONDE PARTIE
NOTES ET MÉMOIRES
1899
- Séance du 15 septembre -
M. le Dr Paul AMANS, à Montpellier.
CONSTRUCTION DE PHONOGRAPHES A LONG BANC
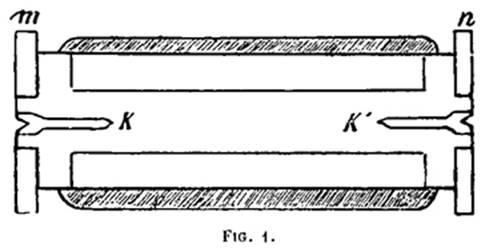
Les phonographes de mon invention sont des tours parallèles à poupée fixe et contre-pointe mobile, à vis et coussinets de chariotement interchangeables. La longueur des phonogrammes est liée à la longueur du banc. L'appareil que j'ai apporté a 200 millimètres comme longueur de banc, avec 125 millimètres de distance entre pointes ; il permet des auditions de huit à dix minutes. J'en fais construire un autre de 600 millimètres de longueur de banc, et 450 millimètres environ de distance entre pointes ; la cylindrée durera de trente à quarante minutes ; ce n'est pas plus difficile de construire un tour à plus long banc pour une heure d'audition et la majoration de prix serait peu considérable.
Pour une inscription de trente minutes d'audition il faut de longs cylindres de 400 millimètres de longueur environ. Le rouleau des graphophones ne convient pas pour de telles longueurs ; la forme manchon est dans tous les cas détestable pour le rabotage, et dès le début de mes expériences je l'ai supprimée. J'emploie des bobines cylindriques en bois et papier, recouvertes de la pâte à inscrire et munies à leurs extrémités de clous
(kk') spéciaux pour rouler entre pointes. Ces bobines peuvent se raboter jusqu'à cent fois de suite, sans crainte de faux rond.

Le mouvement est donné par la pesanteur et régularisé par un volant à ailettes élastiques. Ce régulateur rend le mouvement plus uniforme et plus doux que les régulateurs à boules ou les systèmes ordinaires à palettes.

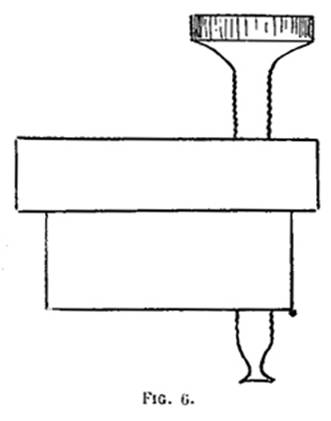
L'inscripteur est formé d'un rocher massif, avec une plaque en caoutchouc durci et une chaîne vibrante formée de deux pièces : le marteau m et le porte-stylet o ; celui-ci roule entre pointes, entre les bras d'un volet pesant T. Le volet T, ou volet de tension, roule, lui aussi, entre pointes et son axe de roulement est sur la même ligne que l'articulation du marteau et du porte-stylet. Ce volet reçoit des poids variables sur le dos, suivant les cas.

La plaque d qui porte le volet de tension peut rouler dans la base du rocher, grâce à la vis S (fig. 4). Cette disposition a pour but de faire tomber la tête ronde du reproducteur dans le sillon sonore, si par hasard elle n'y était pas du premier coup.

La raboteuse est une vis terminée par un sabot de révolution, une sorte de rasoir à tranchant circulaire ; elle est portée par un mandrin très lourd, qui se fixe dans le chariot.
Pour la forme des burins inscripteurs et de la raboteuse, voir la communication précédente.
Je ne puis, dans cette courte note, m'attarder aux détails de construction et aux manipulations. Je revendique seulement pour ce nouveau type d'enregistreur les avantages et particularités suivantes : organes très simples, très robustes, stylet impeccable et raboteuse parfaite, phonogrammes de longue durée et fonctionnement dix fois plus économique que celui des machines américaines.
***
M. le Dr Paul AMANS , à Montpellier.
QUELLE EST LA MEILLEURE FORME DE BURIN PHONOGRAPHIQUE. - SUR UN NOUVEAU TYPE DE RABOTEUSE ET D'OUTIL A CYLINDRER.
Lorsqu'on veut enregistrer les vibrations d'un corps sonore sur une pâte, il faut armer ce corps d'un outil ou burin capable au moins de s'enfoncer dans la pâte. Cette condition peut être remplie par des outils très dissemblables de forme, ronds, pointus ou tranchants. Les têtes sphériques et les aiguilles ne valent rien ; examinons les tranchants.
On a dès l'origine (à mon avis l'idée n'est pas heureuse) assimilé la gravure du son au tournage du bois ou des métaux. Les outils habituels du tournage dérivent du prisme ou du cylindre : les sommets du prisme piochent dans la matière, les arêtes tranchent. Avec le type cylindre, les sommets disparaissent et l’arête est courbe ; le cylindre est plein (burin des graphophones) ou creux (gouges) .
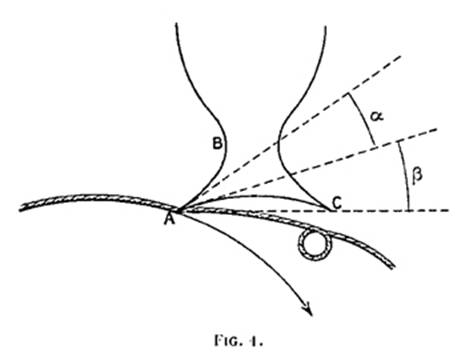
Soit B A C, l'intersection d'un tel outil prismatique ou cylindroïde par une section droite du cylindre à tourner ; A B représente le dos, A le tranchant, A C le ventre, α l'angle du tranchant, β l'angle du ventre avec le plan tangent au cylindre. Dans les théories qu'on a esquissées sur le travail de ces outils, on considère la largeur du copeau, son épaisseur, la consistance de la matière et les angles α et β ; on suppose les lignes du dos, du ventre et le tranchant rectilignes ; on ignore la vitesse de rotation, et la viscosité de la matière. Une théorie qui élimine de tels facteurs ne peut être qu'incomplète. C'est la pratique qui indique les meilleurs α, β et les meilleures formes de tranchant pour le travail du bois et des métaux ; on a choisi parmi ces formes celles qui paraissent le plus convenables pour la consistance de la pâte et on les a appliquées soit à l'inscription phonographique, soit au rabotage.
La raboteuse d'Edison est prismatique à troncatures planes ; le burin inscripteur est un cylindre de saphir, à tête un peu creuse ; le burin des graphophones est un cylindre coupé obliquement. Ces formes conviennent à la rigueur pour les pâtes dures, mais ne valent rien pour les pâtes molles ou demi-dures ; le burin s'encrasse et bafouille : telle une charrue dans une terre grasse. Les pâtes dures donnent un bruit désagréable si on veut faire un profond sillon pour avoir plus d'intensité ; elles altèrent aussi le timbre de la voix. Du reste, même avec les pâtes dures on a souvent des ratés.
La gravure du son diffère notablement du tournage, et c'est une première faute d'appliquer à un genre de travail les outils d'un autre. Le burin à sons est un outil mobile, agité de vibrations continuelles ; il monte et descend dans la matière des milliers de fois à la seconde ; moins il rencontrera de résistance, plus profonde sera sa hachure : mieux il se débarrassera des molécules arrachées, et plus nette sera l'inscription : excessivement agile, pénétrant, tranchant, toujours propre et luisant, telles sont les qualités requises pour un burin à graver le son. J'ai consulté alors… les animaux (1), et l'expérimentation aidant, j'en ai déduit une forme qui convient admirablement pour le travail phonographique.
(1) En étudiant la tète des animaux qui travaillent dans les matières molles (eau, vase, sable, matière fécale), j'ai été frappé de la constance des lignes à double courbure. Observer et comparer les têtes de trygle, marsouin, ontophage, etc.
Prenons une tige d'acier de 15/10 à 20/10 millimètres d'épaisseur, burinons-la au tour et donnons-lui les formes successives suivantes :
1° Je lui donne la forme d'un tronc de cône ; la base du cône est le ventre, la surface en est le dos ou le versoir ; quant à la figure B A C, c'est le coin de pénétration ou encore le coutre. Sous cette forme rudimentaire l'outil risque de s'encrasser le coutre, si on travaille une substance molle ;
2° Je fais au ventre un ombilic et je donne au dos une double courbure. L'angle α est l'angle du coin ou du coutre ; l'angle β varie suivant la profondeur de l'ombilic. Cet outil est parfait pour le rabotage ; il convient moins bien pour l'inscription du son : les hachures sont parfois trop larges, s'enchevêtrent et on risque d'avoir de l'écho si on parle trop fort ; on a de bons résultats avec des sons peu intenses ;
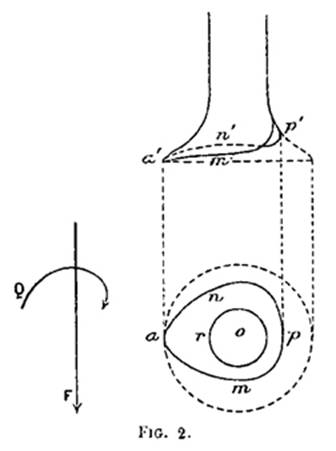
3° Pour avoir une bonne charrue à reproduction nette, intense, il ne faut pas que le tranchant soit une courbe plane, Sur la circonférence primitive, je choisis un point quelconque (aa') qui sera le sommet, le point d'attaque du burin. Je conserve la ligne dorsale AB, mais à droite et à gauche de cette ligne, je lime le versoir, de manière à obtenir les figures ci-contre. La ligne amnp est la projection du tranchant sur un plan perpendiculaire au manche du burin ; (or) est la projection du manche sur ce même plan. La ligne a'm'n'p' est la projection du tranchant sur un plan parallèle à l'axe du manche ; on voit par ces projections que la ligne du tranchant n'est pas plane et qu'en outre le versoir amp est plus étroit que le versant anp. Il va sans dire que le ventre est ombiliqué.
La flèche F indique le sens de marche du chariot, et la flèche Q le sens de rotation du phonogramme ; on voit que le burin s'avance, le versant étroit en avant. Ici nous retrouvons cette disposition universelle, que j'ai montrée dans tous les organes de locomotion : un versant étroit en avant un versant large en arrière.
Je ne saurais préciser géométriquement la nature de ces courbes ; une fois les principes généraux posés, c'est par l'expérience que j'ai donné les meilleures coupes. Une charrue à coutre mince, c'est-à-dire α petit, et à versoirs étroits est une charrue pointue, bonne pour des pâtes dures ; on prendra des versoirs plus larges pour des pâtes molles. Lorsqu'on a bien façonné le stylet, eu égard à la consistance de la pâte, on peut enregistrer tous les sons avec une grande netteté et sans ratés.
Lorsque la source sonore est très intense et donne au burin une grande amplitude de vibration, il faut augmenter la pression du burin sur la pâte, la vitesse de rotation du cylindre. Comme le burin pénètre profondément il faut des versoirs plus étroits que pour de faibles amplitudes ; pour éviter, en outre, la superposition des inscriptions et par suite l'écho, il faut ou bien augmenter la largeur du chemin spirale par une vis de charriotement à plus grand pas (2), ou employer une bobine de plus grand diamètre. L'augmentation du diamètre a en outre une influence sur la netteté ; il semble qu'avec une faible courbure, le burin travaille mieux, mais surtout si l'amplitude des vibrations est grande (3).
(2) J'ai fait cette expérience : avec un chemin de 4-10 millimètres, c'est-à-dire deux fois plus large que le chemin habituel, j'ai pu faire de profonds sillons même avec larges versoirs, et l'intensité était remarquable.
(3) On a prétendu que l'emploi des gros cylindres décuplait l'intensité. Je n'ai pas noté une augmentation bien sensible.
En résumé on peut continuer à phonographier avec les outils de tour américain, de même qu'on peut limer avec une scie, ou scier avec une lime ; mais si on veut faire du bon travail, il faudra tenir compte de la nature de ce travail, de la consistance de la pâte, de l'amplitude des vibrations et façonner l'outil en conséquence. La forme nouvelle que je préconise m'a toujours donné de meilleurs résultats que les prismes, cylindres pleins ou gouges.
Un mot sur le rabotage. Le solide de révolution (fig. 2) fait d'admirables copeaux avec toutes les pâtes cireuses, ou à base de stéarine. Les variables de cet outil sont le coutre, l'ombilic et le diamètre du tranchant. Avec les pâtes dont la consistance se rapproche plus ou moins de celle de la stéarine, les chiffres suivants donnent de bons résultats :
Diamètre du tranchant, 5 millimètres ;
Angle de l'ombilic, 10 à 15° ;
Angle du coutre, 20 à 25° (ce qui fait 30 à 35 pour l'angle à la base du cône primitif).
Avec les matières plus dures, on peut augmenter le diamètre, l'angle du coutre, diminuer celui de l'ombilic (4).
Un autre angle qui a son importance c'est celui du plan du tranchant avec le cylindre à tourner (angle B de fig. 1) ; mais ici nous entrons dans la pratique habituelle du tour ; c'est le choix de cet angle qui distingue un ouvrier expérimenté d'un novice. Cet angle a autant d'importance, qu'il s'agisse de prismes, de gouges ou du cône ombiliqué, soit pour raboter soit pour inscrire. La pratique seule indique le meilleur angle à donner dans chaque cas particulier. Ce qui est certain, c'est que le cône nasiforme ou en tète de marsouin fait des copeaux sans fin là où le saphir d'Edison fait de la poussière ou de la boue.
(4) J’ai pu ainsi faire de jolis rubans avec des alliages métalliques, qui me refoulaient tous les autres types de burin. Je recommande encore le type marsouin pour le tournage du bois mou sur les tours à métaux.
![]()